Vi använder cookies för att webbplatsen ska fungera på ett bra sätt. Genom att klicka Ok godkänner du cookies. Mer information om cookies hittar du under fliken om oss.
Ok
Hem
Produkter
Laserskärmaskiner
HSG - GX
HSG - GH
HSG - TS
HSG - TPS
HSG - X
HSG - TPSD
HSG - TX
HSG - R serien
HSG - GFA
HSG - TL
Handhållen Lasersvets
LightWELD
Lasersvetsar
Rexweld - Svetsrobot
LMI CLW 1000
Laserlödningsmaskiner
Lasermärkningsmaskiner
METIS
Lasersäkerhet
Komponenter & Reservdelar
Laseroptik - CO2
Laseroptik - Fiberlaser YAG
Tjänster
Legotillverkning
Konsultation & Utbildning
Service & Support
Referenser
Hydroforming Design Light AB
Om oss
Nyheter
Personal
Samarbetspartners
Cookies
FAQ
Laserskärmaskiner
Lasersvetmaskiner
Handhållen lasersvets
Kontakt
IPG Service
Engelska
Hem
Produkter
Laserskärmaskiner
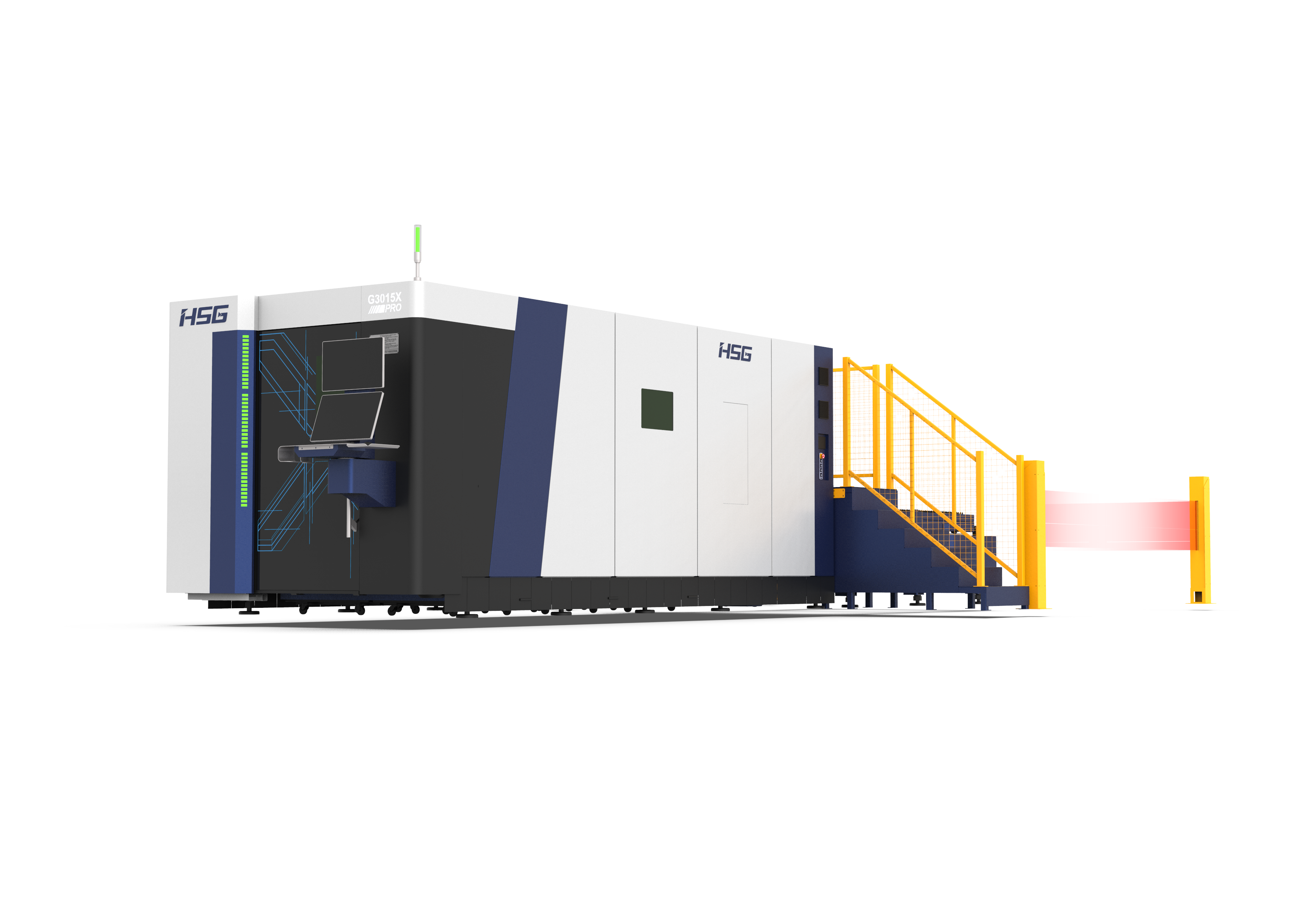
HSG - GX
HSG - GH
HSG - TS
HSG - TPS
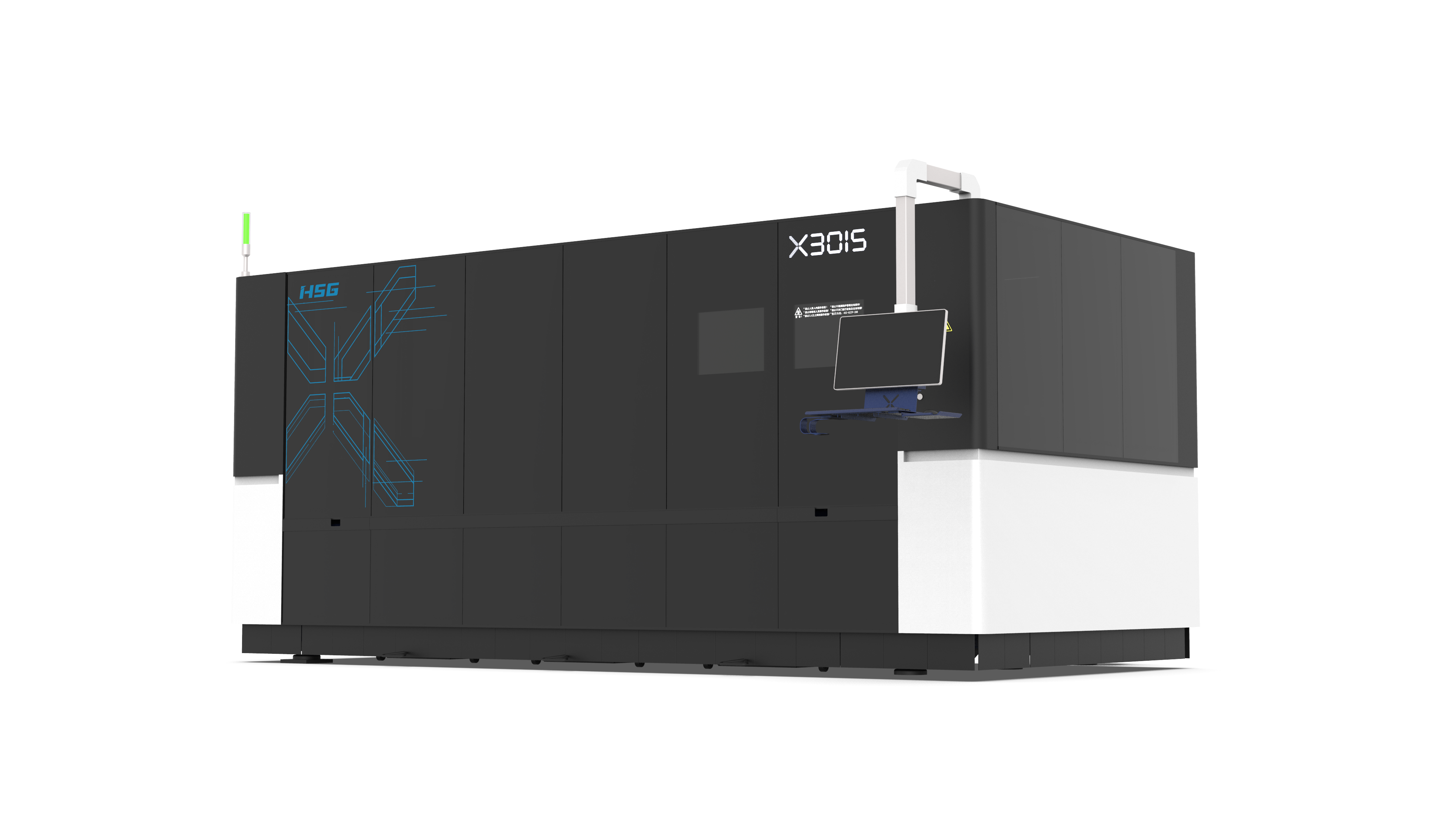
HSG - X
HSG - TPSD
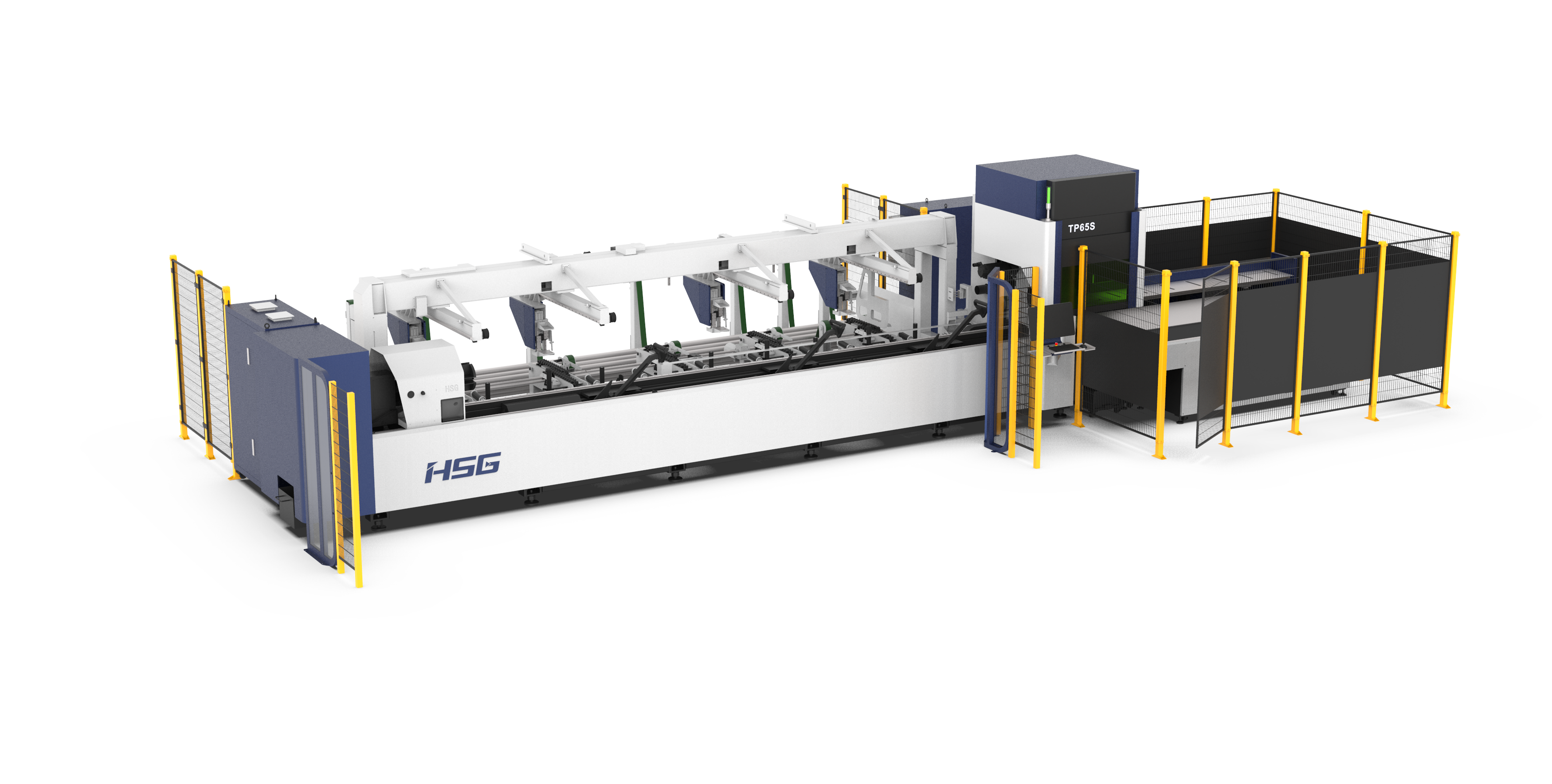
HSG - TX
HSG - R serien
HSG - GFA
HSG - TL
Handhållen Lasersvets
LightWELD
Lasersvetsar
Rexweld - Svetsrobot
LMI CLW 1000
Laserlödningsmaskiner
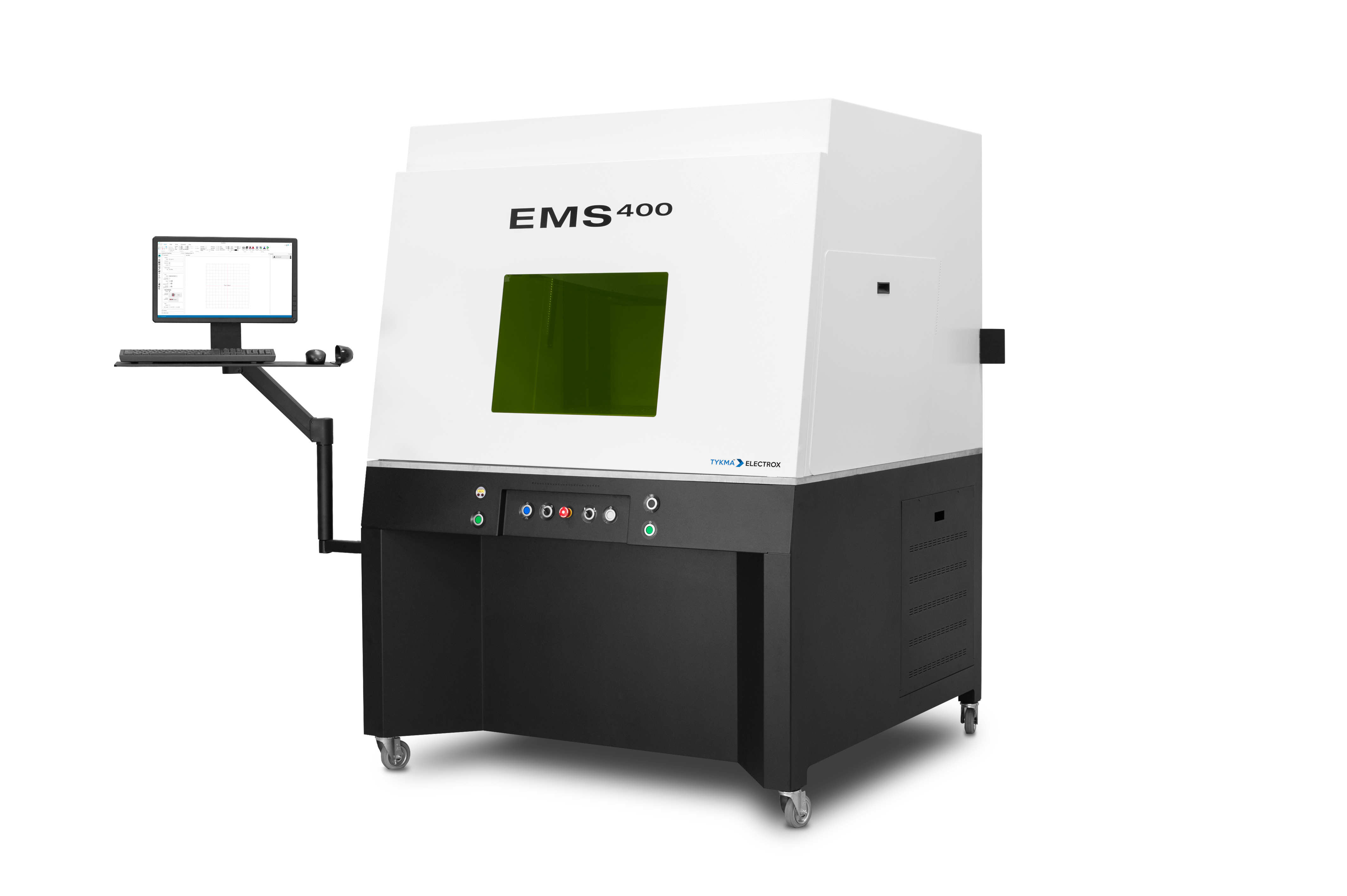
Lasermärkningsmaskiner
METIS
Lasersäkerhet
Komponenter & Reservdelar
Laseroptik - CO2
Laseroptik - Fiberlaser YAG
Tjänster
Legotillverkning
Konsultation & Utbildning
Service & Support
Referenser
Hydroforming Design Light AB
Om oss
Nyheter
Personal
Samarbetspartners
Cookies
FAQ
Laserskärmaskiner
Lasersvetmaskiner
Handhållen lasersvets
Kontakt
IPG Service
Engelska
Laser Machining, LMIAB
Lasersystem för industriella tillämpningar
Kontakta oss
Produkter
Referenser
Om oss
Senaste nyheterna:
Laser Machining och JE Robotteknik introducerar RexWeld
22 mars, 2024
Genom precision och effektivitet tar RexWeld lasersvets er svetsning till nya höjder.
Laser Machining presenterar HSG
18 oktober, 2023
Med 26 års erfarenhet av laserbearbetning välkomnar Laser Machining Inc, LMI AB, HSG Laser Co. Ltd. och erbjuder därmed ett nytt starkt alternativ på den svenska marknaden.
Just nu söker vi en resande säljare
3 juli, 2023
Vi ger dig ett stimulerande, utvecklande samt självständigt arbete inom ett företag under expansion.
Kontakta oss
Tel:
+46 281 307 10
E-post:
info@lmiab.se
Följ oss
Adress
Laser Machining Inc. LMI AB
Hjärpholn 18
SE-786 93 NÅS
SWEDEN
Företagsinfo
Bankgironr:
5199-0018
Organisationsnr:
556538-1752
VAT-no:
SE556538175201